Zavarivanje elektrofuzijske cijevi
Polaganje cjevovoda ili glavnog sustava odvodnje ne može se izvršiti s jednim komadom materijala. Do danas su razvijene mnoge metode pomoću kojih se uspostavlja veza pojedinih segmenata. Najnaprednije je zavarivanje elektrofuzijskim cijevima.
Što je to
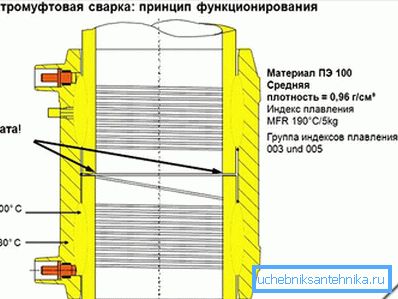
Bit metode leži u činjenici da spojni spoj ima električnu spiralu u njemu. Može biti potpuno otvoren, djelomično pokopan ili skriven. Grijaći element ima dva odlaznog kontakta na koji je spojen stroj za zavarivanje. Navedena vrijednost napona se isporučuje za određeno vremensko razdoblje. Unutarnji dio priključka i umetnutog dijela cijevi pod djelovanjem temperature postaju tekući. Vanjski zid se ne zagrijava do te mjere i zadržava elastičnost koja uzrokuje da se tvar pomakne prema dolje, zbog čega nastaje monolitna struktura.

Spojevi su izrađeni od tri vrste plastike: polietilen, polipropilen, polibuten. Za ugradnju plinskih vodova obično se koristi samo prva opcija.
Savjet! Obilježja se primjenjuju na armature, koja obavještava operatora o tome koji napon i za koje vrijeme primjenjuje. Označava i vrijeme hlađenja završenog zgloba. Dodatno, dizajn omogućuje posebne pokazatelje koji signaliziraju završeni proces.
prednosti

Ova tehnološka metoda ima mnoge pozitivne aspekte:
- Tijekom zavarivanja unutarnji promjer cijevi se ne smanjuje. To znači da se može koristiti ne samo u slučajevima kada sustav ima glavu pod tlakom pod stalnim pritiskom. Sustavi odvodnje i oluje nisu iznimka.
- Zahvaljujući dobro osmišljenoj instrumentarnoj bazi, ljudski faktor se smanjuje na minimum prilikom obavljanja svih potrebnih operacija.
- Ova metoda je prihvatljiva ako se morate pridržavati dvije cijevi velike promjere.
- Zavarivanje elektrofuzijom bit će neophodno pri popravljanju glavne linije, a nije moguće pomaknuti cijevi u horizontalnu ravninu.
- Prepreka artikulaciji također neće biti slučaj kada su obje ili jedna od cijevi ojačana dodatkom za ojačavanje. Kod zavoja zavarivanja ne postoji jamstvo takve čvrstoće šava.
- Cijevi od šivanog polietilena obično se mehanički spoje. ZN zavarivanje pruža mogućnost da utječe na molekularne veze, osiguravajući visokokvalitetnu šav.
- Skup cjevovoda s većim brojem slavina može se provesti izravno na mjestu, bez potrebe za prethodnim priključkom i ugradnjom gotove konstrukcije.
- Ušteda električne energije u odnosu na druge vrste.
- Prednost proizvoda zavarivanja iz različitih stupnjeva polietilena, kao i različitih promjera.
alat

Kako bi cijeli proces glatko prošao, morate imati poseban alat s vama:
- Stroj za zavarivanje. Za ovu vrstu zavarivanja razvijena je jedinstvena jedinica. Temelji se na poluvodičkoj tehnologiji, pa troši red manje energije od svojih drugih kolega. Obično za takve jedinice naznačeni su maksimalni i minimalni zavareni promjeri. Tu je barkod skener koji automatski unosi podatke o određenoj vrsti veze, također se može obaviti ručno. Podaci o svakom zajedničkom spoju pohranjeni su u memoriji tako da operater ili kontrolna grupa mogu dobiti informacije. Možda imate ugrađeni serijski ili USB priključak, možete povezati flash pogon s drugima da biste prenijeli postavke ili podatke. Prednja ploča obično ima zaslon koji prikazuje trenutne postavke. Dovršene s nekim jedinicama su savjeti različitih odjeljaka.
- Pozicioner. Mali metalni učvršćenje u obliku trake koja ima nekoliko isječaka. Ovaj alat vam omogućuje postavljanje cijevi na istu ravninu za zavarivanje. Također je namijenjeno ispraviti ovalitet. U tu svrhu može se koristiti zasebno stezaljke.
- Cutter. Obično koristite disk. On je taj koji omogućuje da izvodi čak i rez, što je uvjet.
- Strugač. Mala ručka s oštricom. Također može biti učvršćenje s nekoliko modula. Jedan od njih nalazi se u cijevi, drugi je na kojem se nalazi glava za rezanje, povezana i uklanja gornji sloj tijekom rotacije. Ovaj postupak je neophodan da ne stvori grubu površinu, već da se ukloni oksidirani dio mlaznice.
- Rulet ili vladar.
- Čistač. Potrebno je ukloniti prljavštinu i masnoću. Treba ga koristiti posebno za određenu vrstu cijevi. Nemojte koristiti obični alkohol ili aceton.
- Marker. Vodootporna bijela ili svijetla boja koristi se ne samo za označavanje, već i neke podatke umjesto šiljaka.
Savjet! Za umetak sedla koristi se i posebna bušilica, kao i šesterokutni ključ i odvijač za zupce.
montiranje

Spike proces nije vrlo kompliciran, ali zahtijeva određenu točnost, pažnju i ustrajnost.
- Ako postoji vrijeme prije rada, preporuča se izravnavanje cijevi u roku od 24 sata, odvući ga iz zaljeva, što će vam pomoći da djelomično ispravite ovalitet.
- Prva stvar koju trebate učiniti je smanjiti rub cijevi. U tu svrhu moguće je, ali nije poželjno, koristiti piljevinu. Stražnjica je gruba. Koristite rezač cijevi za diskove, osigurava ispravnu ravninu.
- Sljedeća je oznaka. Potrebno je nanijeti liniju na koju će se nositi. Iz nje napraviti marginu od još 1-2 cm i označiti.
- Koristeći strugalicu ili sredstvo za čišćenje mehaničkog oksida uklonite gornji sloj. Za cijevi čiji promjer ne prelazi 63 mm, to je 0,1 mm. Ako je vanjski promjer veći, morate ukloniti 0,2 mm.
- Sada se cijev obrađuje s otapalom i stavlja u pozicioner. Mora biti dobro fiksirana i ispravna ovalnost. Uređaj ne smije biti podvrgnut stresnom prijelomu. Positioner mora to nadoknaditi.
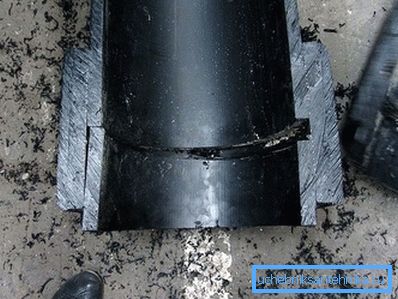
- Spojka se stavlja na (ona također mora biti tretirana otopinom iznutra). Ako je promjer cijevi veoma velik, spojka se pruža do svoje pune veličine. Druga ogranka cijevi se dovede i spoj je srušen na pola dubine. Hipoteka heliksa mora biti u cijelom području cijevi kako bi se osigurala odgovarajuća legura.
- Nakon spajanja dvije cijevi, stroj za zavarivanje je spojen. Skener se čita potrebnim parametrima ili ručno unese. Proces počinje. Važno je zapamtiti da vrijeme hlađenja uključuje i puni ciklus. Ako je isječak uklonjen prije vremena, nepropusnost će biti prekinuta.
- Kada su svi zadaci završeni, vrijeme i datum, kao i operater, stavljaju se u vezu.
- Ugradnja umetka s sedla ima sličan algoritam. Čišćenje se obavlja na mjestu ugradnje, ali ne i oko cijelog opsega, ali samo područje prianjanja, koje će biti blokirane spiralom. Nakon stripping, sedlo je stavljen i čvrsto stegnut. Zavarivanje se obavlja. Nadalje, uz pomoć dodatnog alata, izvodi se rez. Pomoću utikača se zatvara tehnološki otvor i primjenjuje se naljepnica.
Savjet! Da biste uklonili oksid, nemojte koristiti brusnu papir ili neprikladni sredstvo za čišćenje. Jednostavno ćete ogrebati površinu, ali nećete postići željeni rezultat.
Tipične pogreške
U nekim slučajevima veza je depresivirana. To se može otkriti već nakon završetka cjelovite instalacije. To se događa iz sljedećih razloga:
- Operater nije nadoknadio ovalitet. To može uzrokovati da rastaljena plastika ne napuni cijeli prostor.
- Kopanje nije obavljeno s strugalicom. Rezultat će biti da spojke i cijev ne tvore monolitno lemljenje.
- Cijev je bila pod kutom do spojnice. Posljedica će biti curenje tekuće plastike.
- Montaža nije bila u potpunosti montirana. Helix hipoteka neće rastopiti dovoljnu količinu artikulirane površine.
- Nije izvršeno odmašćivanje ili nakon što je dodirnuto na mjesto čišćenja. Veza neće biti uska.
Za spajanje HDPE cijevi ova se uputa također primjenjuje. Ova metoda je mnogo bolja od upotrebe armature s mehaničkim stezaljkama koje ne mogu pružiti savršenu čvrstoću.
video
Navedeni video materijali prikazuju tehnološki proces zavarivanja elektrofuzijskim cijevima: